


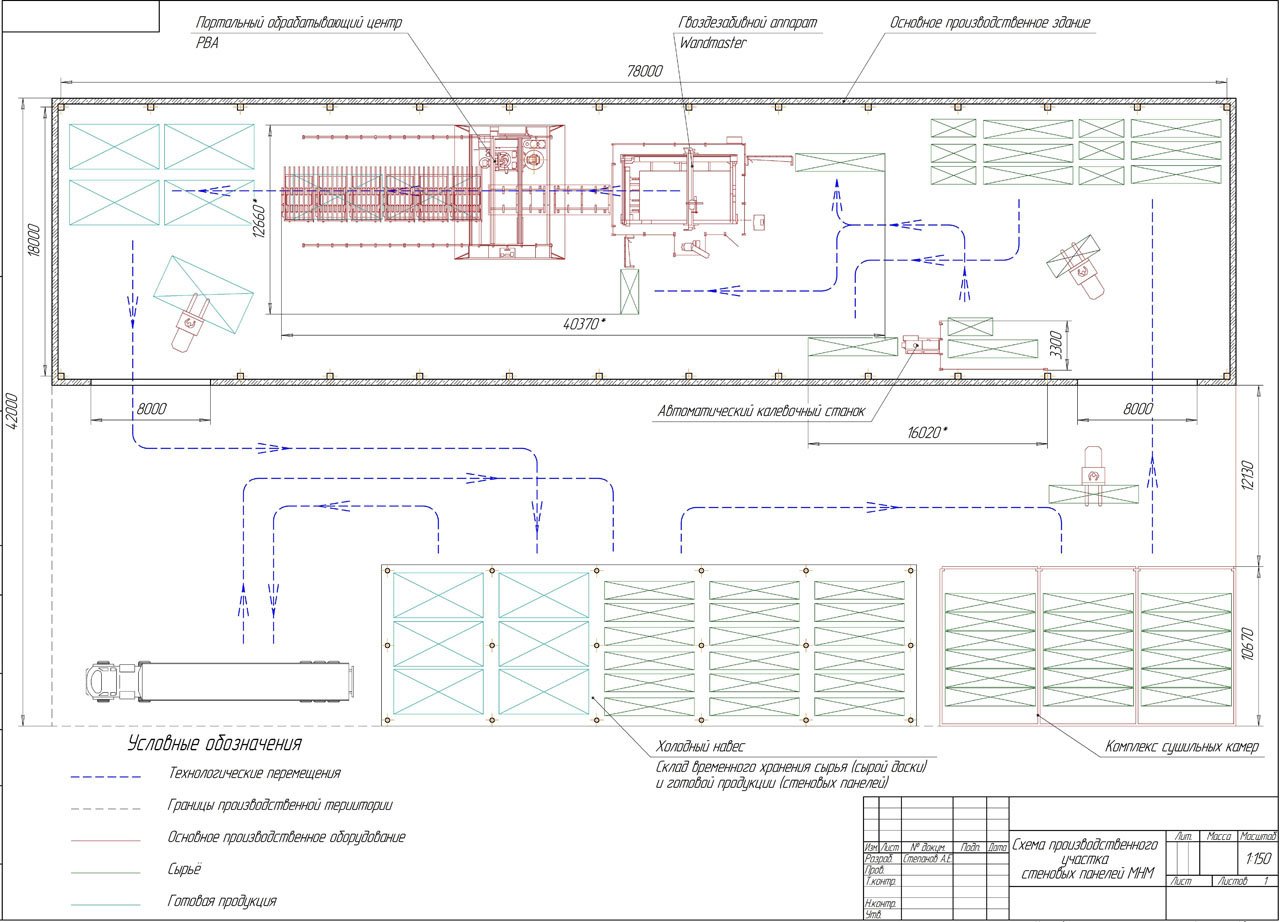
Схема производственной площадки
Описание материала
Кросс-панель из массива дерева Massiv-Holz-Mauer — это современная технология производства экологически чистых стен для возведения жилых домов. Панель состоит из высушенных досок произвольной ширины толщиной 25 мм. Доски на кромках профилируются в четверть с боковым пазом для стыковки друг с другом («четверть»). Одновременно с этим, с верхней стороны профилируется множество пазов 3 мм x 3 мм. Скрепление друг с другом досок по плоскости производится алюминиевыми гвоздями в автоматическом режиме.
Установка Wandmaster производит из профилированных досок необработанные элементы стен размером от 1,5 м x 1,5 м до 3,25 м x 6 м и толщиной от 115 до 340 мм, в которых доски крестообразно (вдоль и поперёк) запрессовываются и соединяются алюминиевыми гвоздями слой за слоем.
При достижении желаемой толщины, необработанная панель подаётся в следующий за Wandmaster — портальный обрабатывающий центр PBA. Там панели придаётся необходимый формат и в ней формируются отверстия для дверей и окон. Также на этом этапе прорезаются отверстия для петель провешивания, пазы и отверстия для системы отопления, санитарного и электрического оборудования, и производится дальнейшая подготовка к монтажу под управлением компьютера. Процесс резания управляется компьютером.
Элементы стен транспортируются на стройплощадку на автомобильных прицепах. Деревянные детали дома до застройки необходимо защитить специальной плёнкой, предохраняющей от воздействия природных факторов.



Сферы применения
Панели по технологии MASSIV-HOLZ-MAUER применяются во многих случаях в качестве наружных стен, внутренних стен, межквартирных перегородок.
- в домостроении
- в индивидуальном строительстве
- в строительстве одно — и многоквартирных домов, секционных домов
- при коммунальной застройке
- детских садов
- школ
- административных зданий
- при строительстве промышленных сооружений, таких как
- фабричных зданий
- цехов
- административных зданий
- складов
Технические данные
Материал: хвойная доска, высушенная техническим способом до 14% влажности, толщиной около 25 мм.
Размеры:
Ширина элемента: до 3,25 м
Длина элемента: до 6,00 м
Толщина элемента: до 340 мм
Конструкция элемента: спрессованная, перекрёстно наложенная
Поверхности: внутренняя сторона оструганная/выровненная
Внешняя сторона — необработанный спил
Соединение: алюминиевыми рифлёными штифтами
Теплоизоляция: теплопроводность λ / R = 0,092 Вт/мК
Термическое сопротивление:
MHM 340 мм Изоляция WLG 040 d=50 мм Термическое сопротивление 0,20
MHM 340 мм Изоляция WLG 040 d=20 мм Термическое сопротивление 0,23
MHM 205 мм Изоляция WLG 040 d=50 мм Термическое сопротивление 0,27
MHM 205 мм Изоляция WLG 040 d=100мм Термическое сопротивление 0,20
MHM 205 мм Изоляция WLG 040 d=140мм Термическое сопротивление 017
MHM 205 мм Изоляция WLG 040 d=200мм Термическое сопротивление 0,13
Коэффициент проницаемости необлицованной панели: 0,8 м3/м2 в час.
Звукоизоляция: MHM 340 мм — Rw 48 дБ согласно отчёту об испытаниях MFPA Leipzig
Противопожарная защита: MHM 20,5 см F90B согласно отчёту об испытаниях MFPA Leipzig
Диффузия пара: открыт для диффузии, поглощает пар
Коэффициент сопротивления диффузии μ = ок. 65
Высокочастотное излучение: благодаря массивной монолитной конструкции стен экранируется до 95% высокочастотного излучения (радиопередатчик, телеприёмник, радиорелейный передатчик и т.д.), в соответствии с данными экспертной оценки Университета Бундесвера в Мюнхене.
Теплоёмкость: стена из древесного массива долго удерживает тепло. Показатели теплопотери приблизительно на 30% лучше, чем у кирпичной стены.
Требования к качеству сырья
В общем случае действует стандарт DIN 4074-1:2003, класс сортировки S 10, со следующими пояснениями:
Порода древесины: пихта, ель, сосна
Размеры: ширина 12 – 30 см с кромкой, толщина 25 мм в разрезе
Влажность древесины: 14 % +/- 1 %
Камерная сушка: температура должна поддерживаться в диапазоне > 65°C в течение как минимум 8 часов для гарантированного подавления жизнедеятельности насекомых в свежей древесине.
Сучья: диаметр максимум 1/2 ширины доски, в остальном по стандарту DIN 4074-1,
Наклон волокон: максимум 16 %
Сердцевидные трубки: допустимы
Ширина годовых колец: неограниченна
Усадочные трещины: допустимы молниевидные трещины,
Обзол: до 1/3 поперечного сечения, без коры
Продольная кривизна: до 12 мм на 2 м длины
Скручивание: до 5 мм на 2 м длины
Синева: допустима
Твёрдые коричневые и красные полосы: допустимы
Гниль: недопустима
Корень: до 3/5 ширины доски
Поражение живыми насекомыми: недопустимо
Участки, поврежденные насекомыми: допустимы до тех пор, пока не снижается прочность
Описание производства
Предприятие представляет собой производственное здание, размеры которого составляют 18 х 78 м (размеры могут быть другими в зависимости от имеющихся в наличии площадей заказчика), в котором размещены три основных участка:
- Участок складирования сырья и четырехсторонней обработки доски (строжки). Предназначен для временного размещения сухих штабелей обрезной доски и их обработки на автоматическом калевочном четырехсторонние станке.
- Участок формирования стеновой панели. Предназначен для формирования (сколачивания) деревянного щита на станке Wandmaster.
- Участок обработки стеновой панели. Предназначен для обработки сколоченной панели на обрабатывающем центре PBA. Данный участок может быть объединен с предыдущим.
Обработка материала для получения стеновой панели происходит в три этапа:
- Стружка доски на калевочном станке для придания ей необходимого профиля и толщины.
- Сборка досок в панель на гвоздезабивном аппарате Wandmaster.
- Обработка сформированной панели на портальном обрабатывающем центре PBA.
После окончания процесса обработки панели на портальном центре, она снимается со стола вилочным автопогрузчиком (или другим грузоподъемным механизмом) и перемещается в зону временного хранения непосредственно в цехе (для осуществления ручных доводочных операций и осуществления дальнейшего процесса погрузки в автотранспорт).
Размеры и компоновка производственных помещений и площадки могут быть изменены в соответствии с имеющимися у заказчика площадями.
Описание оборудования
Автоматический калевочный станок
Фрезерование рассчитано на толщину доски 20 мм до 40 мм и ширину 120 мм до 300 мм и рационально может производиться одним человеком. |
Гвоздезабивной аппарат Wandmaster
Шпунтованные доски укладываются оператором вручную на загрузочный стол, автоматически транспортируются подающей системой в станок и от позиционирующей направляющей с программным регулированием в правильной позиции транспортируются в изготовленный элемент стены. Портал автоматически позиционирует доски в зависимости от их ширины, сбивает гвоздями в дощатый настил перекрестным образом при помощи специальных алюминиевых гвоздей по заданной компьютерной схеме. Wandmaster оснащен автоматической сортировочной установкой для гвоздей, т.е. алюминиевые гвозди свободно подаются в высокопроизводительный гвоздезабивной аппарат. При помощи гвоздей доски соединяются слоями, и образуется массивная деревянная стена. После достижения желаемой толщины панели обрабатывающий стол опускается гидравлически, таким образом, панель укладывается на ролики и может транспортироваться в PBA — портальный обрабатывающий центр. Размер панели может варьироваться от 1,5 м х 1,5 м до 3,25 м х 6 м х 34 см. |
Портальный обрабатывающий центр PBA
Плиты, находящиеся на обрабатывающем столе обрабатываются сверху и со всех 4 торцевых сторон. Могут выполняться различные продольные, косые и наклонные пропилы, вырезаться отверстия и проемы любой величины и формы. Станок обслуживается одним человеком. Портал обработки Портал, где перемещается каретка инструмента посредством подшипниковых направляющих, состоит из конструкции жесткой на скручивание и модульной профильной конструкции. Благодаря этому возможно точное позиционирование инструмента и точная обработка заготовки. Портал перемещается при помощи серводвигателя на жестких профильных стальных направляющих. 5-осевая цепная пила Мощность двигателя цепной пилы составляет от 15 кВт, может перемещаться по 5-и осям. Благодаря оптимальной скорости распила цепи достигается высокое качество поверхности. Продолжительность смены цепи составляет 1-2 мин. Пильный аппарат /шина может поворачиваться на 360° и наклоняться от 0-90°, что дает возможность исполнять как различные продольные, косые и наклонные пропилы, так и боковые пазы. Рабочая подача осуществляется при помощи серводвигателя, через подшипниковые направляющие. Электронное управление Путем ввода данных создается обрабатываемый элемент в компьютере. Также имеется простой в управлении графический дисплей. Для передачи данных используется стандартная программа CAD. Заготовка обрабатывается в оптимальной последовательности. Основные позиции инструмента перемещаются автоматически. Обрабатывающий стол (3 x 6 м) Обрабатываемая панель укладывается на деревянные планки стола, и фрезеруются с высокой точностью. Планки время от времени могут заменяться. Подъемные и опускающиеся ролики для подачи и выгрузки панелей. Концевой фрезерный агрегат 11 кВт Фрезерный аппарат приводной, двигатель 11 кВт (с регулируемой частотой) может быть оснащен различными концевыми, профильными и дисковыми фрезами. Этот аппарат может вырезать различные отверстия и контуры Дисковый строгальный агрегат 22 кВт Для строгания и выравнивания поверхности плиты. Работающий в 3-х осях, оснащен горизонтальным бесфланцевым дисковым полотном Ø350 мм. Инструмент приводиться в движение двигателем 22 кВт. Число оборотов от 3000 об/мин. Вертикальный сверлильный агрегат Мощность двигателя составляет 3 кВт. Агрегат оснащается быстрозаменяемым сверлильным патроном, а также прочной револьверной направляющей штангой. Рабочий ход управляется вычислительной машиной, таким образом, можно выполнять любые виды сверлений для глухих отверстий. 4-осевой круглопильный агрегат 4-осевой круглопильный агрегат с мощностью двигателя 22 кВт, с пильным полотном Ø1000 мм достигается глубина резания 350 мм при наклоне угла 0°. Может поворачиваться от 0° — 360°. Агрегат управляется при помощи цифровой вычислительной машины и позиционируется гидравлически. Аспирационная установка для круглопильного агрегата на РВА Смонтированная на портале вытяжная установка предназначена для круглопильного агрегата. Эта апирационная установка всасывает древесные опилки и стружку от круглопильного агрегата в контейнер для хранения, установленный на раме подвижного портала. Включает в себя рукава, трубы, и блок управления. Удаление отходов Крупные отходы и стружка, падающие с поверхности стола на пол, постоянно удаляются. Стружка перемещается к концу рабочего стола, где она собирается и транспортируется при помощи конвейерной ленты или убирается вручную. |
 Автоматический калевочный станок для выборки продольных боковых переменных пазов, вентиляционных пазов и пазов для снятия нагрузки состоит из двух 5 кВт агрегатов для выборки паза (плавающее расположение) с поворотными ножами, оснащенными ножевыми головками для изготовления двухсторонних переменных пазов на необработанных досках, 25 мм., фрезерного пильного шпинделя 13 кВт для фрезерования вентиляционных пазов и пазов для снятия нагрузки, регулируемого 13 кВт горизонтального строгального шпинделя для выравнивания доски по толщине, двух узлов подачи.
Автоматический калевочный станок для выборки продольных боковых переменных пазов, вентиляционных пазов и пазов для снятия нагрузки состоит из двух 5 кВт агрегатов для выборки паза (плавающее расположение) с поворотными ножами, оснащенными ножевыми головками для изготовления двухсторонних переменных пазов на необработанных досках, 25 мм., фрезерного пильного шпинделя 13 кВт для фрезерования вентиляционных пазов и пазов для снятия нагрузки, регулируемого 13 кВт горизонтального строгального шпинделя для выравнивания доски по толщине, двух узлов подачи. Гвоздезабивной аппарат, работающий по перекрестной схеме, для изготовления элементов стены.
Гвоздезабивной аппарат, работающий по перекрестной схеме, для изготовления элементов стены. Портальный обрабатывающий центр предназначен для раскроя многослойных или массивных деревянных элементов, толщиной до 37 см и размером до 3,25 x 6 м.
Портальный обрабатывающий центр предназначен для раскроя многослойных или массивных деревянных элементов, толщиной до 37 см и размером до 3,25 x 6 м.
Технология производства домов

Доставка элементов дома к месту строительства

Монтаж пола на фундаменте

Монтаж стен

Монтаж стропил